
Schnelle Antworten auf Ihre Fragen zum Thermischen Spritzen - damit Sie effizient planen können!
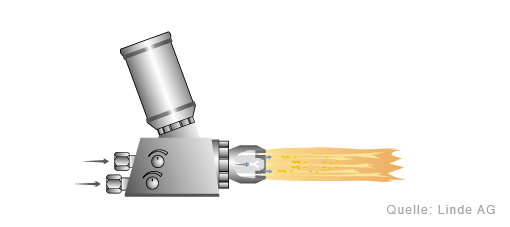
Flammspritzen (Draht/Pulver) KS-MetalCoat
Bei thermischen Spritzverfahren wie Pulverflammspritzen, Drahtflammspritzen oder Stabflammspritzen wird das Beschichtungsmaterial in einer Acetylen-Sauerstoff-Flamme kontinuierlich zugeführt und aufgeschmolzen. Die notwendige Partikelgeschwindigkeit wird durch die expandierenden Verbrennungsgase oder mit einem weiteren Gas erzeugt.
Die Spritzpartikel werden durch das jeweilige Flammspritzverfahren auf die vorbereitete Werkstückoberfläche geschleudert. Beim Thermischen Spritzverfahren des Flammspritzens können weit über 100 verschiedene Beschichtungsmaterialien nach Ihren individuellen Anforderungen zur Bauteilbeschichtung eingesetzt werden.
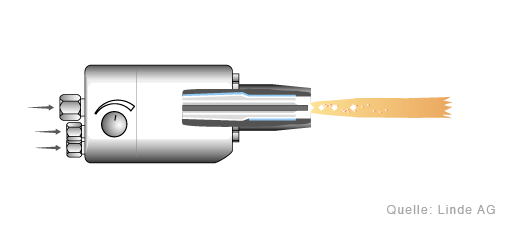
Hochgeschwindigkeits-Flammspritzen (HVOF)
KS-SuperCoat und KS-HardCoat
Beim Hochgeschwindigkeits-Flammspritzen erfolgt eine kontinuierliche Gasverbrennung innerhalb einer Brennkammer. Vor einer Beschleunigungsdüse wird der pulverförmige Zusatz beim Thermischen Spritzen zugeführt. Im Gasstrom werden die aufgeschmolzenen Pulverpartikel auf mehrfache Schallgeschwindigkeit beschleunigt.
Mit Hilfe des HVOF-Verfahrens werden Verschleißschutzschichten mit hoher Dichte bei geringerer Porosität erzeugt. Das Hochgeschwindigkeits-Flammspritzen kommt z.B. bei carbidhaltigen Beschichtungen für extreme Belastungen zum Einsatz.
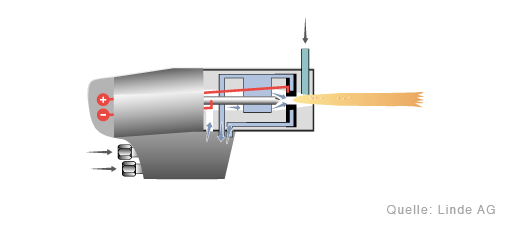
Plasmaspritzen
KS-CeraCoat
Beim Plasmaspritzen wird der pulverförmige Spritzzusatz in einem Plasmastrahl geschmolzen und auf die Werkstückoberfläche geschleudert. Das Plasma für den thermischen Spritzprozess wird dabei durch einen Lichtbogen erzeugt, der gebündelt in einem Gemisch brennt. Die Gase werden dabei dissoziiert und ionisiert. Der Plasmastrahl erreicht Geschwindigkeiten bis zur 2fachen Schallgeschwindigkeit und eine Temperatur von bis zu 18.000 °C. Im Unterschied zum Flammspritzen erreicht das Plasma nicht die Werkstoffoberfläche.
Die hohe Ausströmgeschwindigkeit und die Wärmeenergie werden an die Spritzpartikel abgegeben. Materialspannungen oder gar ein Verzug der Oberflächen sind ausgeschlossen. Plasmaspritzen eignet sich bestens zur präzisen Oberflächenbeschichtung dünnwandiger Materialien, wie Rohroberflächen.
Bauteilbeschichtungen - wo Höchstleistung zählt!
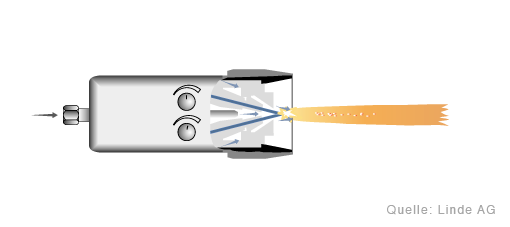
Lichtbogenspritzen
KS-Metal Coat
Beim Lichtbogenspritzen werden zwei drahtförmige Spritzzusätze gleicher oder unterschiedlicher Art in einem Lichtbogen abgeschmolzen. Mittels Zerstäubergas, z.B. Druckluft, wird das Beschichtungsmaterial beim Thermischen Spritzen auf die vorbereitete Werkstückoberfläche geschleudert.
Das Lichtbogenspritzen ist ein leistungsstarkes Drahtspritzverfahren für elektrisch leitende Materialien. Das Lichtbogenspritzverfahren ermöglicht die Herstellung sehr harter Verschleißschutzbeschichtungen. Diese werden für den großflächigen oder mobilen atmosphärischen Korrosionsschutz von Stahlkonstruktionen eingesetzt.
KS Schmelzverbund-Beschichtungen
KS-InductiveCoat und KS-VacuumCoat
Diese von Karl Schumacher speziell entwickelte thermische Beschichtung wird in einem mehrstufigen Spritzverfahren hergestellt. Schmelzverbundschichten sind absolut dampf- und gasdicht. Kennzeichnend für diese Spezialität ist, dass die Beschichtung nicht abplatzen kann. Schmelzverbundschichten widerstehen in besonderem Maße Torsions- und Biegebelastungen sowie Temperatur-Wechselbeanspruchungen. Ihre Korrosionsbeständigkeit ist exzellent.

